

Filter Cartridge Molding /Multi-stack disc water filter element injection molding
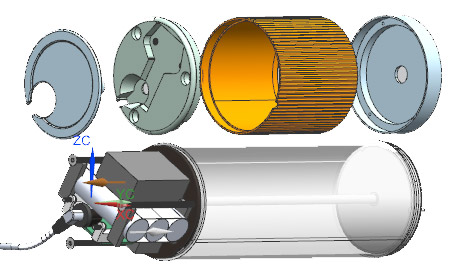
This component is usually precision-injection-molded from chemically resistant, high-strength engineering plastics like glass-fiber-reinforced PP. Its unique multi-layer disc stacking design, with precision micro-grooves on the disc surfaces, forms micron-level filtration channels that can filter impurities from water better.
Now, the core headache with this "multi-stack disc filter element" is: lots of discs, each with thin walls and complex groove structures. If a single disc warps during molding—like poor flatness or out-of-round OD—then when you stack them up, you either get gaps that let dirt through, or they jam up so you can't backwash them at all.
To make this part, we make many efforts in both the mold design and the injection molding process:
1) Three-plate mold + pinpoint gating:
The disc has a hole in the center and teeth on the edge, so the gate has to be placed on non-functional surfaces or at spots where it'll get automatically sheared off . We design a three-plate mold (fine gate) using submerged gates.
Multi-point gating (4 points) ensures balanced melt filling and reduces warpage from flow orientation.
The disc has a hole in the center and teeth on the edge, so the gate has to be placed on non-functional surfaces or at spots where it'll get automatically sheared off . We design a three-plate mold (fine gate) using submerged gates.
Multi-point gating (4 points) ensures balanced melt filling and reduces warpage from flow orientation.
2)Forced demolding + stripper plate ejection:
The outer edges of the discs usually have tiny teeth or notches, and slide-coring would be very complex and expensive. So we use forced demolding for the plastic's elasticity—but you have to carefully calculate the shrinkage rate and interference fit. Never use standard ejector pins! Pins will leave marks on these thin discs. We use a stripper plate to spread the ejection force evenly around the circumference to avoid this problem.
The outer edges of the discs usually have tiny teeth or notches, and slide-coring would be very complex and expensive. So we use forced demolding for the plastic's elasticity—but you have to carefully calculate the shrinkage rate and interference fit. Never use standard ejector pins! Pins will leave marks on these thin discs. We use a stripper plate to spread the ejection force evenly around the circumference to avoid this problem.
3)Cooling channels Design:
With all those grooves on the disc, regular straight cooling lines can't get close enough to the cavity surface. The best approach is to use beryllium-copper inserts (which transfer heat fast) as the core-forming components. This ensures the discs cool down quickly and evenly, minimizing thermal stress differences.
With all those grooves on the disc, regular straight cooling lines can't get close enough to the cavity surface. The best approach is to use beryllium-copper inserts (which transfer heat fast) as the core-forming components. This ensures the discs cool down quickly and evenly, minimizing thermal stress differences.
4)Snap-on design:
We make a Snap-on structure for the disc and the column. This structure makes it easy to install and replace.
We make a Snap-on structure for the disc and the column. This structure makes it easy to install and replace.




Start Your Quote Here
CATEGORIES
LATEST NEWS
CONTACT US
- Mobile: +8615000908770
- Tel: +86-21-51662821
- WhatsApp: 8615000908770
- Email: contact@yxplasticmolding.com
- Address: Room 323, Building B, Hongchun Business Park, No. 980 Qinghewan Road, Qingpu District, Shanghai
