

Thick Copper Stamping & Custom Parts
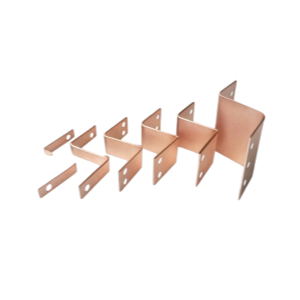
Thick copper sheets stamping / Custom Thick Copper Parts
C11000 Copper has great plasticity, so it's easy to stamp and form. In industries like high-voltage electrical gear, switch cabinets, and welding machines, you often need thicker copper sheets for flexible conductive connections or structural parts. But stamping thick copper sheets comes with some problems—things like tool wear, stress control, and dimensional accuracy. We have to adjust our process and pick the right materials to make it work together.
Copper has great ductility, but it loves to stick to molds, and when you're stamping it, you tend to get burrs or surface scratches. And for thicker sheets—say 4mm or more—the blanking force is huge, so the mold needs to be extra strong. So we use DC53 mold materials with heat treatment to improve finish and reduce sticking.
Thick copper work-hardens after cold working, so we need to do multiple stampings to avoid cracking. Bending or punching also creates stress concentration, which can lead to edge cracks or distortion. It’s a good way to do an annealing treatment before stamping—around 400–600°C—to relieve internal stress.
Clearance control is another key point with thick plates. Too little clearance always means the cutting edge is easy to chip; too much may cause bad burrs. Plus, springback is significant, which affects bend angles and hole positioning. To handle this, we use FEA simulation to analyze stress distribution and design the punch-die clearance (for copper alloys, a gap of about 4%–9% of material thickness is usually recommended). You can also design the mold to compensate for springback.
After stamping, thick copper plates tend to warp—especially larger parts—and the hole positions and overall dimensions can drift quite a bit, which affects assembly. The solution there is to do a leveling process after stamping, or make another fine stamping to keep accuracy within ±0.02mm.


Start Your Quote Here
CATEGORIES
LATEST NEWS
CONTACT US
- Mobile: +8615000908770
- Tel: +86-21-51662821
- WhatsApp: 8615000908770
- Email: contact@yxplasticmolding.com
- Address: Room 323, Building B, Hongchun Business Park, No. 980 Qinghewan Road, Qingpu District, Shanghai
