

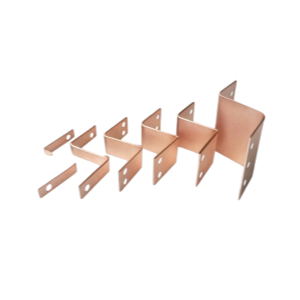
Stamping Reel Copper Terminal / Continuous Copper Strip Stamping
Transition Area Cracking & Distortion
That zone has a sudden change in wall thickness, which creates stress concentration during stamping – leading to cracks or out-of-tolerance dimensions. We use multi-station progressive stamping and fine stamping, combined with optimized die radii (at least 0.5mm) and proper lubrication to reduce localized stress. Also, select high-ductility materials like C11000 copper (Cu ≥ 99.9%) to improve the forming.
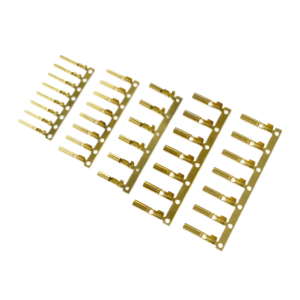
Punched Holes Burrs
The hole diameter tolerance is ±0.02mm, and the burr height has to be < 0.05 mm. That calls for precision blanking with a well-calibrated clearance (8%–12% of material thickness), carbide cutting edges, and a mirror-polished die. After that, we use a vibratory deburring step to make sure the hole edges are clean and burr-free.
Springback
The ears need to be at 90° to the tube body, but copper's low modulus of elasticity means springback can be anywhere from 3° to 5°. The solution is to overbend (pre-setting a springback compensation angle), add a restriking step, and use a servo press to precisely control the slide stroke and pressure curve – that keeps the final angle stable within ±0.5°.
Dimension Consistency
High-speed progressive stamping is susceptible to die wear and material batch variations, which cause dimensions change. Set up an SPC system and sample key dimensions from every batch. The die should go in for mandatory maintenance every 100,000 hits – if the cutting edge wears down by more than 0.01mm, we need to regrind the mold. Also, the storage environment for molds is really important. Molds need to be kept in a storage space where temperature and humidity are controllable to prevent expansion and contraction from affecting precision.


Start Your Quote Here
CATEGORIES
LATEST NEWS
CONTACT US
- Mobile: +8615000908770
- Tel: +86-21-51662821
- WhatsApp: 8615000908770
- Email: contact@yxplasticmolding.com
- Address: Room 323, Building B, Hongchun Business Park, No. 980 Qinghewan Road, Qingpu District, Shanghai
